ポンプ設備の性能管理とは、ポンプ設備に必要な機能・性能を長期にわたって維持させる行為です。
ポンプ設備の性能レベルを健全度で表し、レベルに応じた対策を検討するため、以下の手順で性能管理がされます。
- 日常点検
- 機能診断調査
- 機能診断評価
- 機能保全計画の策定
- 機能保全(長寿命化対策)の実施
この中の機能診断調査は、概略診断調査と詳細診断調査に分かれます。
今回は、この中の「概略診断調査」についてまとめさせていただきます。
目次
ポンプ設備の機能診断調査における概略診断調査の方法・特徴について
引用:農業水利施設の機能保全の手引き「ポンプ場(ポンプ設備)」農林水産省

概略診断調査は、以下のような簡易な方法を用いて、異常の有無の確認が主な作業内容です。
【概略診断調査項目】
- 目視・触覚・聴覚などの人間の五感による判断
- 付属計器類の指示値
- 簡易計測器の測定値
- 日常・定期点検記録
- 整備・補修記録
- 運転操作記録
問題がみられなくても、経年変化や使用時間に伴って摩耗する部位について、健全度の把握ができない場合は詳細診断調査を実施します。
ポンプ設備における異常音などの判断は、通常維持管理時の正常時の音と比較し、相対的な判断を要するため、施設管理者を伴う診断が必要です。
主には、目視・触診・打診・聴診・嗅覚の五感を用いた外観調査により、設備全体の状態や機能を確認することが主になります。
目視では、機器等の発錆・腐食・変形・変質・漏油等について、外観状況・異常を確認します。
触診では、巻き込み・感電などの事故に留意しながら、回転機器軸受部の温度上昇の確認、有害な振動の確認をします。
打診では、ボルト締め箇所に緩みが無いかをテストハンマを用いて確認し、「はねかえり」「打音」について判定します。
聴診では、回転機器内部の回転等が正常かを回転音により確認するものですが、正常音との比較が必要なため、施設管理者及・操作員により判定されます。
嗅覚では、回転機器軸受部等が異常のため過熱による焼け焦げ臭、油脂や各種液漏れ等による腐食臭の有無を確認します。
| 健全度ランク | 評 価 基 準 |
| S-4 | ・変色、剥離、汚れ、放電痕がない ・漏れ、水没、水溜まり、目詰まりがない ・通常動作のとおり作動している ・規定量が流れている ・電極表面に絶縁皮膜の形成が見られない |
| S-3 | ・軽度の変色、剥離、汚れ、放電痕が見られる ・電極表面に絶縁皮膜の形成が見られ、放置しておくと制御機能に支障が出る状態 |
| S-2 | ・変色、剥離、汚れ、放電痕が深く進行している ・漏れ、水没、水溜まり、目詰まりがある ・通常動作のとおり作動していない ・規定量が流れていない ・電極表面に絶縁皮膜の形成が見られ、制御機能に支障を来している状態 |
機場に設置されている計測機器の指示値の確認

目視・聞き取りにより、運転中・停止中の計測機器の指針・指示値が正しく動作しているか確認します。
機能診断を実施するにあたっては、予め機場に設置されている計測機器が正常に作動していることを、施設管理者に確認することが重要です。
計器を読む担当者は、測定に十分な経験を持つ者を選任することが望ましいです。
| 健全度ランク | 評 価 基 準 |
| S-4 | 運転中及び停止中に指針及び指示値が所定の位置・数値を示している |
| S-3 | - |
| S-2 | 運転中及び停止中に指針及び指示値が所定の位置・数値を示していない |
運転音の確認
異常音の原因は、以下のような原因が考えられます。
【異常音の原因】
- キャビテーションの発生
- インペラへの異物混入
- 軸芯狂い
- 軸受の損傷、
- 機械的不釣り合い
主ポンプの軸受損傷などによる異常音を放置しておくと、インペラ・ケーシングなど間接的に損傷を与える恐れがあります。
場所ごとに注意すべき異常音は異なり、以下のような異常音に気を付けます。
- ポンプ:ポンプの軸受部の異常音・キャビテーション発生音
- 電動機:軸受部の異常音
- 減速機:軸受箱・歯車の異常音
- 弁 類:キャビテーション発生音・衝撃音
しかし、これらの音について殆どが聞き取れないことが多いため、施設管理者に同行してもらいながら異常音か通常の音かを判断してもらう必要があります。
| 健全度ランク | 評 価 基 準 |
| S-4 | 異常音がないこと(通常の運転音) |
| S-3 | 通常と異なる運転音 |
| S-2 | 運転継続が耐え難いほどの運転音 |
ポンプの性能・吐出し圧力の確認
引用:農業水利施設の機能保全の手引き「ポンプ場(ポンプ設備)」農林水産省

真空計・圧力計・流量計の指示値を用いて、設置当初と比べて性能が変わっているか確認を行います。
設置当初の値は、工場性能試験成績書のQ-H曲線を用いる場合もあります。
施設管理者から普段の運転と同じような状態であるか聞き取り調査は合わせて実施します。
設置当初の値より約15%程度低下している場合は、ポンプのインペラなどの回転体交換を含めた詳細診断の必要性があります。
| 健全度ランク | 評 価 基 準 |
| S-4 | 通常の運転状態 |
| S-3 | 締切全揚程の低下量が低下している(低下率15%未満) |
| S-2 | 締切全揚程の低下量が著しい(低下率15%以上) |
軸受の摩耗の確認

軸受部はポンプ設備の心臓とも言える部位であるため、軸受の管理を放置しておくと、重大なトラブルに発展するため、摩耗の確認は重要である。
しかし、摩耗量を直接測定するには主ポンプの全分解が必要なため、多額な費用が発生します。
したがって、分解調査する代わりに、総運転時間とメーカの設計寿命時間を比較して、交換時期を推定する方法が一般的です。
簡易的に振動・温度測定などを実施しますが、異常を感じた場合は詳細調査を実施するのが望ましいです。
| 健全度ランク | 評 価 基 準 |
| S-4 | 振動や温度上昇に異常が無く、運転時間が設計寿命時間より短い |
| S-3 | 振動や温度上昇に異常が無いが、運転時間が設計寿命時間に達している |
| S-2 | 振動や温度上昇が異常であり、又は運転時間が設計寿命時間を大きく超えている |
巻線形電動機のブラシ部確認

巻線形主電動機のブラシ部は、ブラシ本体の摩耗とスプリングとの組合せにより構成されており、ブラシの摩耗量とスプリングの強さのバランスに狂いが発生すると火花発生の恐れがあります。
運転中にブラシ部の窓を開放して、ブラシやスリップリングの運転状態を目視、火花が発生
していないことを調査するため、安全対策上から経験ある電気技術者に依頼することが一般的です。
| 健全度ランク | 評 価 基 準 |
| S-4 | ブラシからの火花の発生がない |
| S-3 | - |
| S-2 | ブラシから火花の発生がある |
配管等の接続部のボルト・ナット及び配線部の緩みの確認

ポンプ、弁、配管の接続部のボルト・ナットの緩み・ボルト・ナットの脱落がないか確認します。
接続部からの水漏れ・指触による緩み確認・テストハンマによる打診等で安全性を調査します。
配線部の緩み・はずれを発見した場合は、施設管理者に報告し、修繕します。

| 健全度ランク | 評 価 基 準 |
| S-4 | 緩みや脱落がない |
| S-3 | - |
| S-2 | 緩みや脱落がある |
油量・油質の確認

軸受部の油面計や窓から油量・油質を目視調査します。
軸受部はポンプ設備の心臓部とも言える重要な部位であるため、油量・油質の管理は重要です。
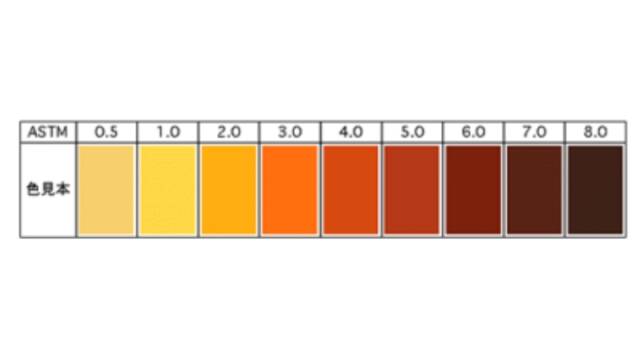
油質については、概略診断で精度が落ちるが簡易的な「色見本帳による色相劣化判定による簡易比色法」で実施されること一般的です。
油量
| 健全度ランク | 評 価 基 準 |
| S-4 | 油面計の規定範囲内である |
| S-3 | - |
| S-2 | 油面計の規定範囲より大きく外れている |
油質
| 健全度ランク | 評 価 基 準 |
| S-4 | 透明であるが色が濃い(ASTM4以下) |
| S-3 | 乳白色に変化気泡や水分が混入 |
| S-2 | 黒褐色に変化酸化劣化(ASTM5以上) |
油漏れの確認
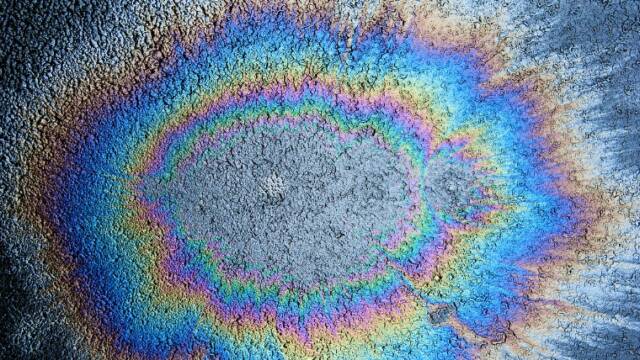
軸受部・ケーシング合わせ面・床面等において、油漏れ・油漏れ跡がないか目視調査します。
油漏れの原因は、ゴムリングやオイルシール等の劣化によるもの・グリースやオイルの過剰な給油によるもの・油配管の継ぎ手部から漏れなどです。
場所ごとにより確認すべき点が違います。
- 主ポンプ:軸受部
- 主電動機:軸受部
- 減速機:軸受部・本体・油配管部
- ディーゼル機関:機関本体・油配管の全体
- 弁類:軸受部
- 補機類:軸受部:油配管
| 健全度ランク | 評 価 基 準 |
| S-4 | 油漏れがないこと |
| S-3 | にじんでいる程度の油漏れがある |
| S-2 | 油が滴下している |
水漏れ

軸封部・ケーシング合わせ面・配管の継ぎ手部等に異常な水漏れがないか目視調査します。
水漏れは、機場の美観を損なうだけではなく、床が濡れて滑るなどの危険や、配線ピットなどに浸水して電気的トラブルの原因になる恐れがあります。
水漏れの原因は、グランドパッキンやパッキンシール等の劣化によるもの・ボルト・ナットの緩みや脱落によるもの・配管の継ぎ手部からの漏れなどです。
場所ごとにより確認すべき点が異なります。
- 主ポンプ:軸封部・ポンプ廻り小配管
- 主電動機:冷却水系統配管・弁
- 減速機:冷却水系統配管・弁
- ディーゼル機関:冷却水系統配管・弁
- 弁類:軸封部
- 補機類:配管・継ぎ手部等
軸封部
| 健全度ランク | 評 価 基 準 |
| S-4 | 1秒間に2滴程度の水滴が落ちている |
| S-3 | - |
| S-2 | 水滴が落ちていなく、ドレーン部が乾いている |
ケーシングの合わせ面の水漏れ・配管の継ぎ手部等
| 健全度ランク | 評 価 基 準 |
| S-4 | 運転中に水漏れがない |
| S-3 | - |
| S-2 | 運転中に水漏れがある |
回転の状態

補機などの予備機は、長い間停止していると、なかなか手回しができないことがあるので、手回しで回転できるか確認します。
ポンプのカップリングカバーを外して、カップリングを手回しします。
大口径ポンプで手回しが非常に重い場合、施設管理者同意のもと、ターニングバーな
どを使って手回しを行います。
| 健全度ランク | 評 価 基 準 |
| S-4 | 手回しができる |
| S-3 | - |
| S-2 | 手回しができない |
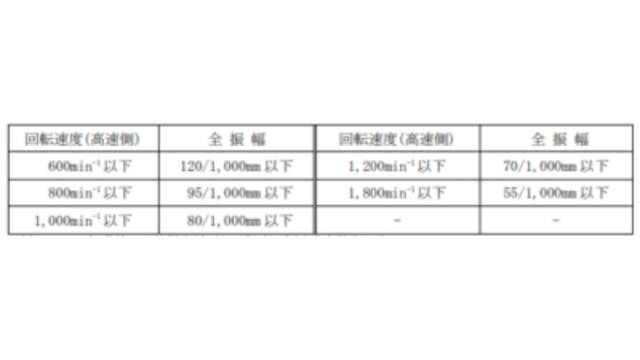
振動測定

振動測定は、振動計を用いて測定を行い、振動の方向性があることから「水平方向・軸方向・垂直方向」の3方向で実施します。
機械的原因で発生する振動は徐々に増大していき、破壊等の重大事故につながる恐れがあります。
振動の原因は、インペラへの異物混入・軸芯狂い・軸受の損傷・機械的不釣り合いなど原因
です。
剛性の低いところでは、「高周波振動」の減衰が大きいことから、軸受のハウジング・剛性の高いところを選定することが重要で、測定箇所は施設機械工事等施工管理基準(農林水産省農村振興局整備部設計課監修)によるものとします。
ポンプの振動許容値として、JIS B 8301-2000 附属書 2(参考)を採用します。

電動機の振動許容値は、ポンプと電動機の主軸がリジット結合されて振動的に一体である場
合は、ポンプの振動許容値を採用します。
ポンプと振動的に切り離されている場合は、電動機の振動許容値を採用することとしJEM-TR160(日本電機工業会技術資料)を採用します。
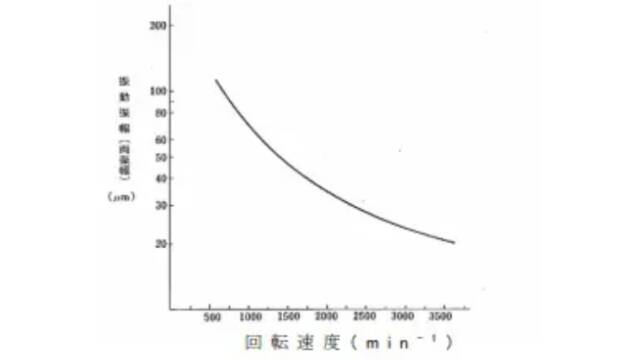
ディーゼル機関の振動許容値は、出力軸付近及び機関取付部における振動は、片振幅 0.15mm以内が一般的に運用されている許容値です。
歯車減速機の振動許容値は、ポンプと減速機の主軸がリジット結合されて振動的に一体である場合はポンプの振動許容値を採用する。
ポンプと振動的に切り離されている場合は、歯車減速機の振動許容値を採用します。
| 健全度ランク | 評 価 基 準 |
| S-4 | 許容値未満 |
| S-3 | 許容値以上 |
| S-2 | 著しく許容値を超える |
電流・電圧測定

電流値は、操作盤面取付の電流計指示値・盤内電動機配線をクランプメータにより測定
し、通常の計測値と大幅な変動がないこと・定格値以下であることを確認します。
電圧値は、操作盤面取付の電圧計指示値・盤内外部端子台において、テスターにより測
定し、定格電圧値に対する変動範囲(±10%)を確認します。
電流値の定格値超過は電動機の過電流から焼損に至ることもあり、定常運転における断続的異常電圧降下は電動機の温度上昇やトルクの減少が生じるなどの問題が生じます。
電気設備が通電中のため、測定は経験十分な電気技術者に測定を依頼することが望ましいです。
電流
| 健全度ランク | 評 価 基 準 |
| S-4 | 定格値以下 |
| S-3 | - |
| S-2 | 定格値を超える |
電圧
| 健全度ランク | 評 価 基 準 |
| S-4 | 定格値の 10%以内 |
| S-3 | - |
| S-2 | 定格値の 10%を超える |
絶縁抵抗測定

電動機の絶縁抵抗測定は、診断しようとする施設の気中開閉器(PAS)を全停電状態で行う試験です。
電動機等の電源設備は大地・線間相互を絶縁して使用しているが、絶縁が悪くなると漏電によって、感電や火災等の危険が発生します。
絶縁抵抗の測定は盤内の電動機端子にて絶縁抵抗計により測定するが、測定の前に電動機
端子に電圧がないことを検電器等により確認します。
最近の設備には、PLC(プログラマブル・ロジック・コントローラ)などの弱電機器が多数採用されており、これらの半導体は高電圧に耐えられないものがあるため事前に取扱説明書等により測定方法を確認する必要があります。
ポンプ場を全停電にするには電気技術者に依頼することになるが、電気保安協会に委託しており、この絶縁抵抗測定に関する全停電・復旧作業も依頼することが一般的です。
| 健全度ランク | 評 価 基 準 | |
| 低圧の場合 | 高圧の場合 | |
| S-4 | 1MΩ以上 | (kV+1)MΩ以上 |
| S-3 | - | - |
| S-2 | 1MΩ未満 | (kV+1)MΩ未満 |
芯振れの確認

芯振れについては、据付当初に規定以内に入っていても、不等沈下や運転中の水圧による変形等により狂ってくる場合があるため、ダイヤルゲージ・すきまゲージを用い、芯出しチェックを行います。
管理者からの聞き取りの中で運転時の振動が大きいなどの問題が有る場合は、芯振れに起因するケースが考えられるため十分な調査が必要です。
芯振れの増大が、軸受の温度上昇、振動・騒音の増大や軸継手の損傷につながる可能性があるため、芯振れの調査は重要であり、1年ごとに計測し、修正記録を保存するような指導も必要です。
- 傾向管理のための「偏心測定」
- 軸継手に異常音や振動が発生した時に実施する「偏角測定」
の2種類の測定方法があり、いずれも軸芯の通りを測定します。
軸芯の通りは、軸継手のカバーを取り外し、ダイヤルゲージを使用して、軸継手自身の仕上げ精度に左右されない「共回し」にて行います。
「共回し」が不可能な場合には、測定精度が劣る「片回し」にて測定し、傾向管理を行います。
| 健全度ランク | 評 価 基 準 |
| S-4 | 許容値(目安)以内 |
| S-3 | - |
| S-2 | 許容値(目安)以上で振幅値が許容値より大きくなった時 |
| 項目 | 管理基準値 | 許容値(目安) | 限界値 |
| 芯振れ | 5/100 以内 | 30/100 以内 | 許容値(目安)以上で振幅値が許容値より大きくなった時 |
| 面振れ | 5/100~10/100 | 16/100 以内 |
軸受温度測定

主ポンプ・主電動機等の軸芯狂い・潤滑油不足が発生すると軸受温度が異常上昇し、軸受の焼付や破損を引き起こし、運転不能に陥る場合があります。
計器による温度測定は、以下の3つの方法のいずれかで実施します。
- 軸受部に温度計が付属している場合は、温度計で測定
- 軸受部に温度計が付属していない場合は、棒状温度計を軸受感温部に取付けて測定
- 測定物に直接触れないで固体から放射する赤外線を利用し、表面温度を測定できるレーザ
ー付き非接触温度計で測定
いずれの方法でも、短時間の運転で判定するには短すぎるため、運転30分後に点検するものとします。
ポンプの軸受・歯車減速機
| 健全度ランク | 状 態 | 評 価 基 準 |
| S-4 | 軽微な変状が見られるが、支障はない状態 | 40℃以下 |
| S-3 | 放置しておくと機能に支障が出る状態 | 50℃程度 |
| S-2 | 機能に支障がある状態 | 75℃以上 |
電動機の軸受
| 健全度ランク | 状 態 | 評 価 基 準 |
| S-4 | 軽微な変状が見られるが、支障はない状態 | 55℃以下 |
| S-3 | 放置しておくと機能に支障が出る状態 | 60℃程度 |
| S-2 | 機能に支障がある状態 | 80℃以上 |
塗膜の測定

塗膜の目視調査は、剥離(さび・ふくれ・われ・はがれ)の程度を外面目視により行います。
塗装の主な目的は、腐食環境から機器を保護して耐久力をつけることにあるため、防錆効果が低下することを避けなければなりません。
重要な部位や腐食が進行しやすい部位などを考慮し、効率的に調査します。
さびは、鋼材の表面に金属の水酸化物及び酸化物を主体とした腐食生成物ができる現象で、金属表面に発生した錆が塗膜の表面に現れた「われさび・点さび」、塗膜の表面に現れないでふくれのように見える「ふくれさび」などがある。
ふくれは、塗膜がガス・液体を含んで盛り上がる現象をいい、「鋼材の腐食によるもの・水分の浸透によるもの・日光によるもの」などあります。
われは、塗膜に裂け目ができる現象をいい、塗装後の経年により塗膜の柔軟性が失われ、
塗面の収縮・膨張によりひび・われを発生させ、形状によって「綿状われ・鳥足状われ、
S字状われ、不規則われ」などがある。
はがれは、塗膜が付着力を失って被塗面から剥離する現象で、外観や美観上の問題にとどまらず、錆の発生と同じように塗膜の耐久性の低下につながります。
| 健全度ランク | 評 価 基 準 |
| S-4 | 塗膜の防食性は維持されている |
| S-3 | 何らかの処置を施さなければならない状態 |
| S-2 | 早急に塗膜を塗り直さなければならない状態 |
まとめ

ポンプ設備の機能診断調査における概略診断調査の方法・特徴についてまとめました。
ポンプ設備の概略診断調査は、簡易的な方法で異常兆候や性能低下の有無を把握する初期段階の重要なプロセスです。
この調査結果によって詳細診断調査や修繕計画への移行判断が可能となります。効率的かつ安全に実施することで、ポンプ設備の安定運転と長寿命化につながります。
ポンプ設備の「性能管理」全体については、下記の記事でまとめていますのでご参照ください。
参考ページ:ポンプ設備の「性能管理」の方法・特徴について
「のうぎょうとぼく」の中では、農業土木に関する豊富な記事を書いています。
農業土木について詳しく学べる本について別でまとめてますので、興味があれば参照ください。
参考ページ:農業土木の勉強におすすめな参考書・問題集を紹介!